Laserreinigung Metall
in der Schweiz.
Metallteile reinigen mit dem Pulsfaserlaser: Edelstahl, Aluminium, Bau- und Werkzeugstahl, kontaktlos, trocken, ohne Strahlmittel und ohne Chemie. Wir kommen mobil zu Ihnen, in die Werkstatt, in die Halle oder auf die Baustelle. Der Laser entfernt nur Verschmutzung, Oxid und Zunder, der Werkstoff bleibt in Geometrie und Oberflächengüte erhalten.
- Mobil in der ganzen Schweiz
- Antwort innert 24 h
- SUVA-konform, ohne Chemie

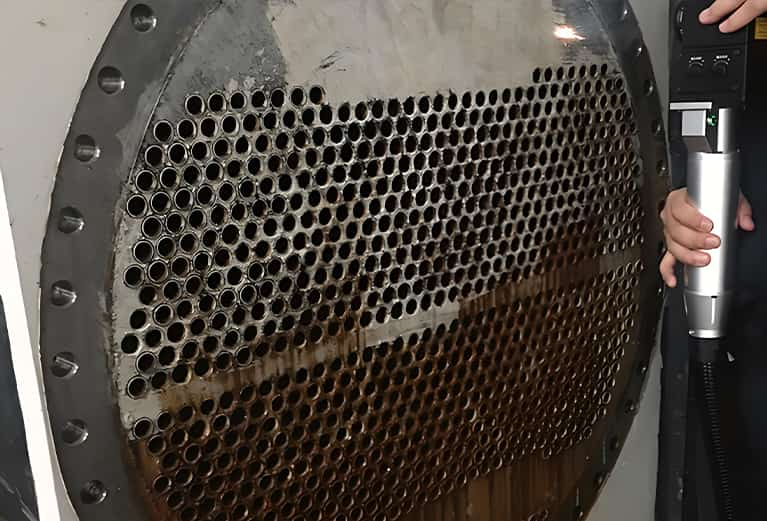
 Vorher
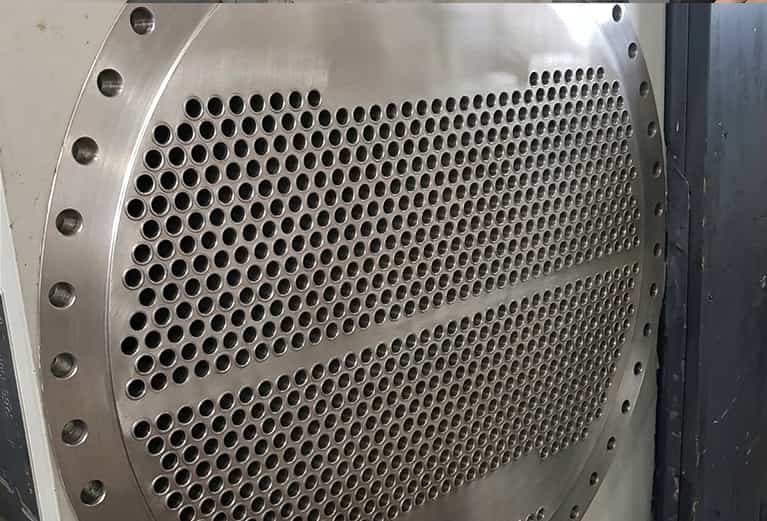
Nachher
Vorher
Nachher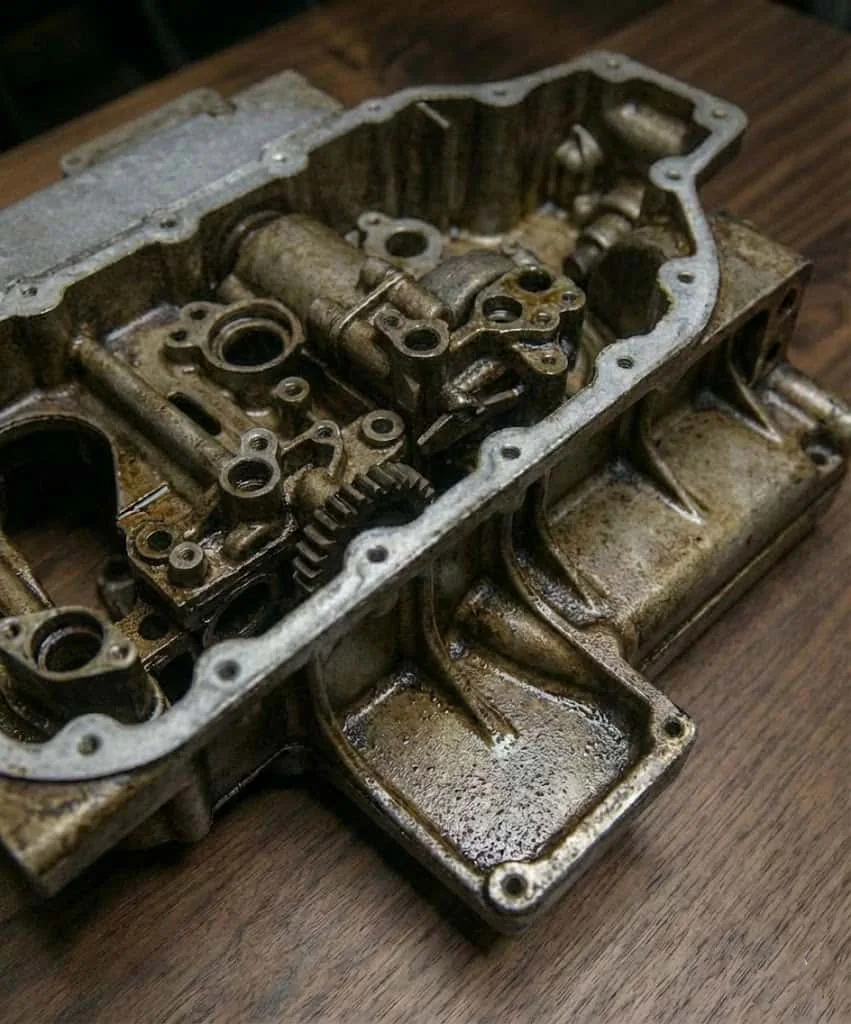
 Vorher
Nachher
Vorher
Nachher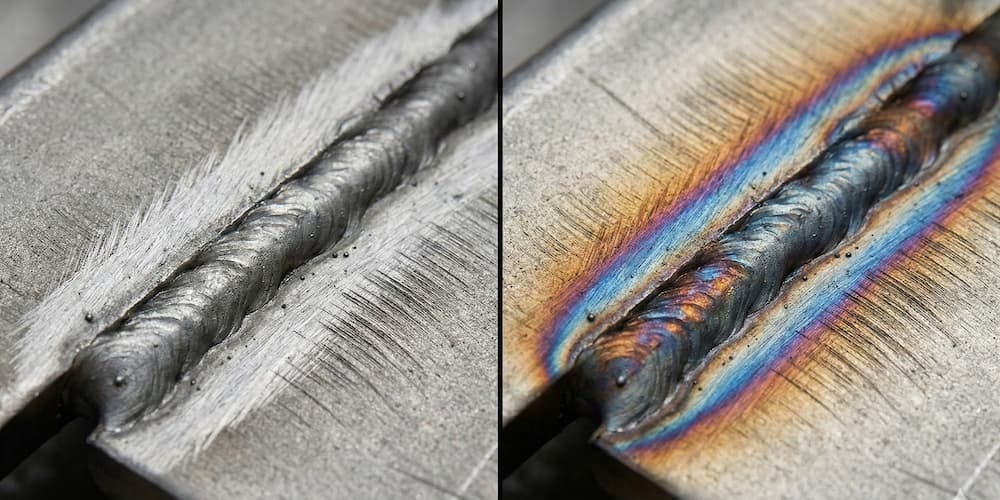
 Vorher
Nachher
Vorher
NachherLaserreinigung Metall: vorher und nachher
Wählen Sie unten ein Beispiel. Verschieben Sie den jeweiligen Regler und sehen Sie, wie die Laserreinigung Rost, Öl und industrielle Ablagerungen entfernt, ohne die Geometrie des Bauteils zu verändern.
Was ist Laserreinigung Metall
und worin liegt der Unterschied?
Laserreinigung Metall bezeichnet das Reinigen von Stahl, Edelstahl, Aluminium und anderen Metallen mit einem gepulsten Faserlaser. Kurze, energiereiche Lichtimpulse werden auf die Oberfläche gerichtet. Was an der Oberfläche stört, also Schmutz, Öl, Lack, Oxid oder Zunder, absorbiert die Energie und verdampft. Das Grundmetall reflektiert dieselbe Wellenlänge zum grössten Teil und bleibt kalt.
Der internationale Begriff laser metal cleaning beschreibt dasselbe Prinzip. In der Praxis heisst das: keine Druckluft, kein Strahlmittel, keine Beize. Die abgetragenen Partikel werden direkt am Bearbeitungspunkt von einer Absaugung mit HEPA-Filter aufgenommen, der Werkstoff bleibt mass- und geometriegenau.
Im Gegensatz zu mechanischen oder chemischen Methoden ist die Laserreinigung Metall selektiv: Pulsenergie, Frequenz und Vorschub werden auf das Material und die Schichtdicke abgestimmt. So lassen sich auch Gewinde, Schweissnähte, Sicken und Bauteile mit engen Toleranzen behandeln, ohne die Geometrie zu verändern.
Schicht für Schicht entfernt,
das Grundmetall bleibt unberührt.
Impuls 1 trifft die Verschmutzung. Öl, Fett, Trennmittel und organische Rückstände absorbieren das Licht sofort und verdampfen. Auf einer Edelstahloberfläche bleibt das Grundmaterial dabei wesentlich kühler als der Handrücken.
Impuls 2 arbeitet sich durch Oxid und Zunder. Mill scale, Anlauffarben nach dem Schweissen, Korrosionsprodukte: alles, was im Vergleich zum Grundmetall einen anderen Absorptionsgrad hat, wird selektiv abgetragen.
Impuls 3 erreicht die Passivschicht bzw. das blanke Metall. Hier kehrt sich das Verhältnis um: das Material reflektiert das Laserlicht. Die Reinigung stoppt von selbst. Bei Edelstahl bleibt die schützende Chromoxidschicht erhalten oder regeneriert sich an Luft.
- Wellenlänge
- 1064 nm (Nahinfrarot)
- Pulsdauer
- 100 - 240 ns
- Frequenz
- 20 - 2000 kHz
- Spurbreite
- 20 - 100 mm scanbar
Vergleich: Laser, Sandstrahlen,
Beizen oder Schleifen
| Kriterium |
Laser
Pulsfaser |
Sandstrahlen
Strahlmittel |
Beizen
Säurebad |
Schleifen
Mechanisch |
|---|---|---|---|---|
Werkstoffabtrag | Kein Abtrag nur Oxid absorbiert | Erosion Oberfläche aufgerauht | Risiko bei Überzeit | Riefen sichtbare Spuren |
Strahlmittel / Chemie | Keines trocken, kontaktlos | Hoher Verbrauch Korund, Glasperlen | Säuren Beizpaste, Dämpfe | Scheiben Vliese, Abrasive |
Abfall / Entsorgung | Minimal HEPA-Filterstaub | Hoch kontaminiertes Granulat | Sondermüll Schlamm, Spülwasser | Mässig Späne, Feinstaub |
Präzision auf Geometrie | Sehr hoch Naht, Gewinde, Sicke | Gering Abdeckung nötig | Flächig Tauchbad, ganz | Manuell operator-abhängig |
Dünne Bleche / Alu | Geeignet keine Verformung | Verformung Spannung im Blech | Vorsicht Versprödungsgefahr | Verformt Riefen sichtbar |
Mobil, ohne Demontage | Ja vor Ort in der Halle | Eingeschränkt Kabine nötig | Nein Werkstatt-Tauchbad | Ja Handgerät |
Reproduzierbarkeit | Parametriert dokumentierbar | Operator handabhängig | Charge badabhängig | Operator handabhängig |
Bereit für Beschichtung | Sofort kein Spülen nötig | Nach Reinigung Strahlmittel entfernen | Nach Trocknung spülen, neutralisieren | Nacharbeit entgraten, reinigen |
Laser Empfohlen
Pulsfaser · mobilSandstrahlen
StrahlmittelBeizen
SäurebadSchleifen
MechanischGeeignete Metalle für
die Laserreinigung
| Werkstoff | Eignung | Typische Anwendung |
|---|---|---|
| Edelstahl 1.4301 · 1.4404 · 1.4571 | sehr gut | Anlauffarben nach dem Schweissen, Schmierfilme, leichte Korrosion. Die Passivschicht bleibt intakt. |
| Bau- und Konstruktionsstahl S235JR · S355 · Corten | sehr gut | Rost, Zunder nach dem Walzen, alte Beschichtungen. Stahlträger, Profile, Behälter, Maschinengestelle. |
| Aluminium EN AW-5754 · 6060 · 7075 | gut | Eloxalschicht, Trennmittel, Oxide vor dem Schweissen. Parametrierung etwas konservativer wegen hoher Reflektivität. |
| Gusseisen EN-GJL · EN-GJS | sehr gut | Brandkruste, Trennmittel und Lack auf Motorblöcken, Pumpengehäusen, alten Maschinenteilen. |
| Kupfer und Messing CW004A · CuZn37 | gut | Patina nach Wunsch erhalten oder entfernen. Sehr hohe Reflektivität, Test an unauffälliger Stelle empfohlen. |
Laserreinigung Edelstahl
Edelstahl trägt eine dünne, selbstheilende Chromoxidschicht, die ihn rostbeständig macht. Schweissen, Schleifen oder Beizen können diese Passivschicht örtlich zerstören. Der gepulste Laser entfernt Anlauffarben, Schweisspartikel und Oxide schonend und lässt die Passivschicht intakt. Die Oberfläche regeneriert an Luft, ohne dass eine chemische Nachpassivierung nötig ist.
Wir reinigen 1.4301, 1.4404 und 1.4571 in den gängigen Schweizer Standardausführungen. Typische Aufträge kommen aus Lebensmittel- und Pharmaproduktion, dem Anlagenbau, der Tankfertigung und dem Architekturmetallbau. Die Bearbeitung ist trocken, hinterlässt keine Strahlmittelrückstände und ist mit den Hygieneanforderungen in EHEDG-Umgebungen vereinbar.
Der internationale Begriff laser cleaning stainless steel beschreibt dasselbe Verfahren. Englischsprachige Kunden finden den Prozess unter laser metal cleaning.
- Anlauffarben und Schweissoxide nach WIG- oder MIG-Schweissungen
- Schmier- und Trennmittel an Lebensmittel- und Pharmaanlagen
- Leichte Flugrost-Bildung an Schweissnähten und Schnittkanten
- Vorbereitung für Klebe- und Lackieranschlüsse
Laserreinigung Aluminium
Aluminium reflektiert das Laserlicht stark, deshalb arbeiten wir mit angepasster Pulsenergie und kürzerer Verweildauer. Das Verfahren entfernt Oxidschichten vor dem Schweissen, Trennmittel aus dem Strangpressprozess, Lackreste und Eloxalbeschichtungen, ohne die Oberfläche aufzuwerfen oder anzulaufen.
Wir bearbeiten Strangpressprofile, Bleche und Frästeile aus EN AW-5754, 6060, 6082 und 7075. Im Fahrzeugbau und in der Aerospace-Zulieferung ist die Vorreinigung vor dem Schweissen entscheidend für Naht und Festigkeit. Mit dem Pulsfaserlaser ist die Naht reproduzierbar sauber, der Vorgang dokumentierbar und ohne Lösungsmittel.
Im englischen Sprachraum als laser cleaning aluminum bekannt. Bei sehr dünnen Blechen unter 0.5 mm führen wir vor dem Einsatz eine Testreinigung durch und legen das Ergebnis schriftlich vor.
- Oxidschicht direkt vor dem WIG- oder MIG-Schweissen
- Trennmittel und Schmierstoffe nach dem Strangpressen
- Eloxalschichten oder Pulverlack stellenweise entfernen
- Vorbereitung von Klebeflächen im Fahrzeug- und Karosseriebau
Metallteile reinigen mit
dem Pulsfaserlaser
-
01Schweissnaht-Reinigung Anlauffarben, Schweissperlen und Schweisspritzer an Edelstahl- und Stahlnähten entfernen, ohne die Naht zu berühren.
-
02Vor dem Schweissen Aluminium oxidiert binnen Stunden. Der Laser entfernt die Oxidschicht unmittelbar vor der Naht, ohne Lösungsmittel.
-
03Werkzeug- und Formenbau Spritzguss- und Druckgussformen entgraten und entkohlen, ohne die Kavität zu verändern.
-
04Klebevorbereitung Definierte, ölfreie und oxidarme Oberflächen für strukturelle Klebungen im Karosserie- und Schienenfahrzeugbau.
-
05Lack- und Beschichtungsentfernung Pulver- und Nasslack stellenweise oder vollflächig entfernen, ohne den Werkstoff zu schwächen.
-
06Restaurierung historischer Teile Schmiedeeisen, Gussteile und alte Maschinenteile vorsichtig entrosten, ohne die Patina zu zerstören.
-
07Wartung in Produktionshallen Förderbänder, Vorrichtungen und Anlagenteile vor Ort reinigen, ohne die Linie zu demontieren.
-
08Patina-Pflege Bronze und Kupfer Selektive Reinigung an Architekturmetall und Skulpturen, Patina bewusst erhalten oder zurückführen.
-
09Fahrzeugrestaurierung Karosserieteile, Rahmen und Fahrwerkskomponenten entrosten und entlacken, ohne Strahlmittel im Hohlraum.
-
10Prüfung und Wareneingang Verschmutzte Identifikationsmerkmale freilegen, Seriennummern und Schweissstempel sichtbar machen.
Mobile Laserreinigung Metall
vor Ort
Die mobile Laserreinigung Metall ist für Sie dann attraktiv, wenn Demontage, Transport oder Stillstand teurer sind als ein Vor-Ort-Einsatz. Wir arbeiten direkt am Bauteil, in der Werkshalle, auf der Baustelle oder im Aussenbereich. Pulsfaserlaser, Steuerung und Absaugung sind eine kompakte Einheit, die wir innerhalb von 30 Minuten einsatzbereit aufstellen.
Das Einsatzgebiet umfasst alle 26 Kantone, vom Bodensee bis ins Wallis. Die übliche Vorlaufzeit liegt zwischen zwei und sieben Arbeitstagen ab Auftragsbestätigung. Für die Anlage benötigen wir je nach Leistungsstufe einen Anschluss mit 230 V Schuko oder 400 V CEE 16 A.
Mehr zum allgemeinen Service finden Sie unter Mobile Laserreinigung. Wenn es spezifisch um Rost geht, lesen Sie auch Laser-Rostentfernung im Detail. Und alles zur Kalkulation finden Sie unter Preise und Kosten.
Sicherheit, SUVA
und Arbeitsschutz
Laser Klasse 4
Industrielle Pulsfaserlaser sind Klasse 4 nach EN 60825-1. Schutzmassnahmen sind verpflichtend, auch bei kurzem Einsatz.
OD 7+ bei 1064 nm
Wir und alle Personen in der Laserzone tragen Schutzbrillen mit OD 7 oder höher für die Wellenlänge des Lasers.
EKAS 6508 / SUVA
Die Anwendung folgt EKAS-Richtlinie 6508, der SUVA-Praxis und den Vorgaben aus DGUV 11 für den grenznahen Einsatz.
HEPA EN 1822
Eine Absaugung mit H13/H14-Filter nach EN 1822 nimmt den Abtrag direkt am Bearbeitungspunkt auf. Keine Staubwolke, keine Verschleppung.
Abgegrenzte Laserzone
Sichtbarrieren, Warnschilder, Zugangsregelung. Die Zone wird vor Arbeitsbeginn definiert und am Ende des Tages wieder rückgebaut.
Laserschutzbeauftragte
Unsere Operateure sind als Laserschutzbeauftragte ausgebildet und im Umgang mit den verwendeten Anlagen zertifiziert.
Heisse Arbeiten
Bei Arbeiten in der Nähe brennbarer Materialien koordinieren wir mit dem Auftraggeber den Erlaubnisschein für heisse Arbeiten.
Protokoll auf Wunsch
Auf Anfrage erhalten Sie ein Reinigungsprotokoll mit Parametern, Bauteilfotos und Bestätigung der Schutzmassnahmen.
Häufige Fragen zur
Laserreinigung von Metall
Bereit für eine saubere,
passive Metalloberfläche?
Senden Sie uns ein bis drei Fotos Ihres Bauteils. Wir antworten innert 24 Stunden mit einer konkreten Offerte, kostenlos und unverbindlich.