Pulizia laser metalli
in Svizzera.
Pulizia di pezzi metallici con il laser a fibra pulsato: acciaio inox, alluminio, acciaio da costruzione e per utensili, senza contatto, a secco, senza abrasivi e senza prodotti chimici. Veniamo da voi in modalità mobile, in officina, in capannone o in cantiere. Il laser rimuove solo sporco, ossido e calamina, mentre il materiale conserva geometria e qualità superficiale.
- Mobile in tutta la Svizzera
- Risposta entro 24 h
- Conforme SUVA, senza prodotti chimici

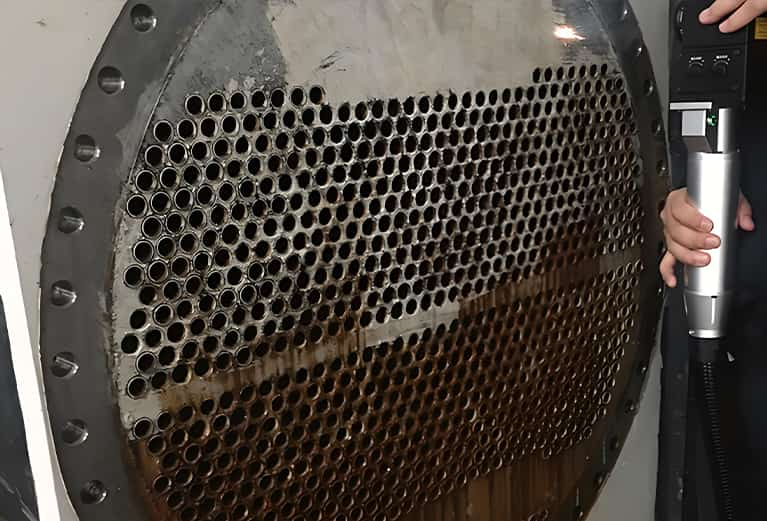
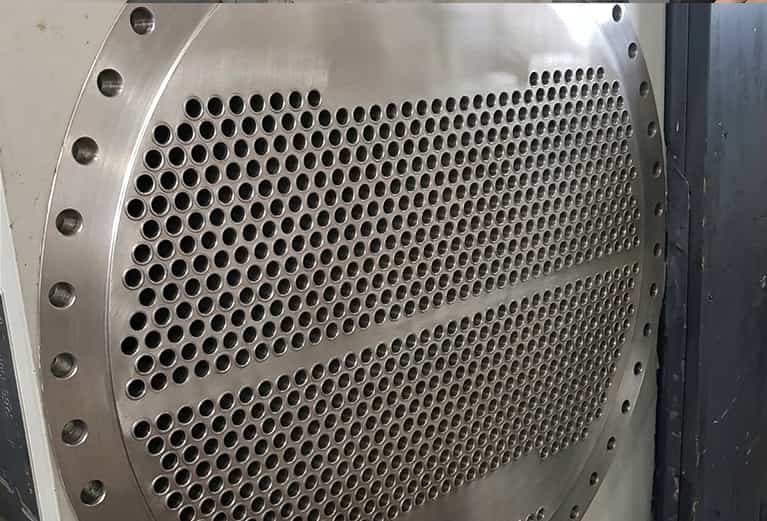
 Prima
Dopo
Prima
Dopo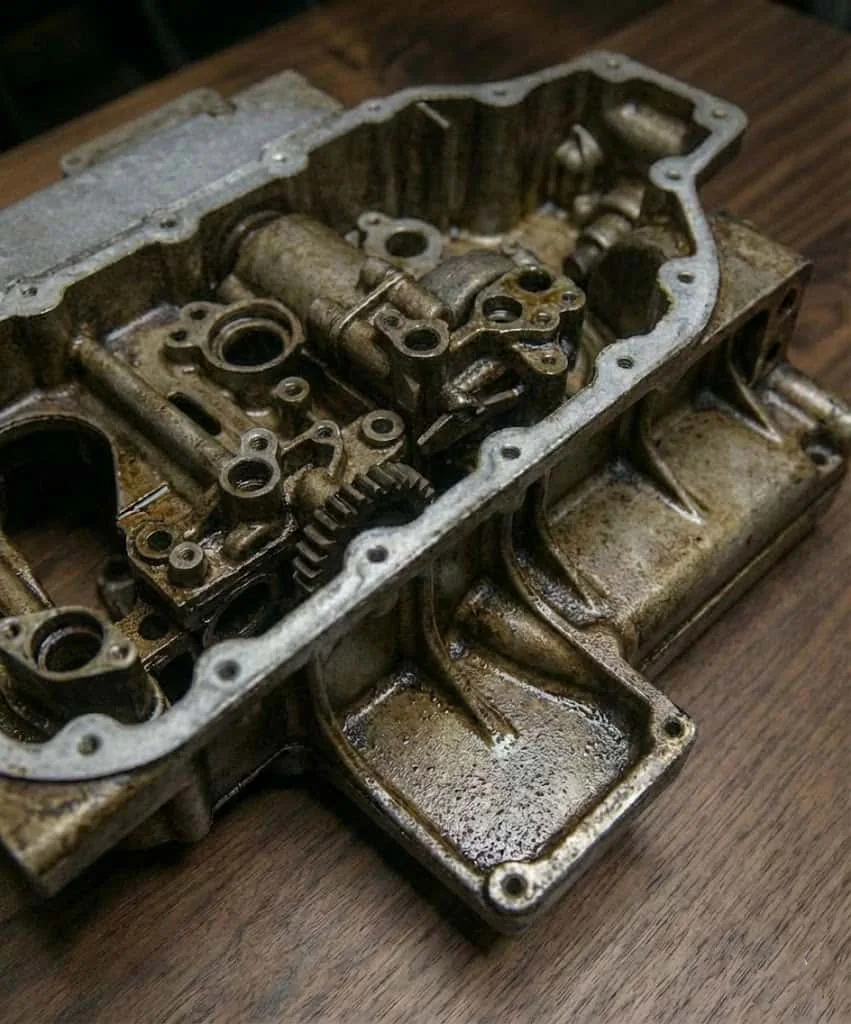
 Prima
Dopo
Prima
Dopo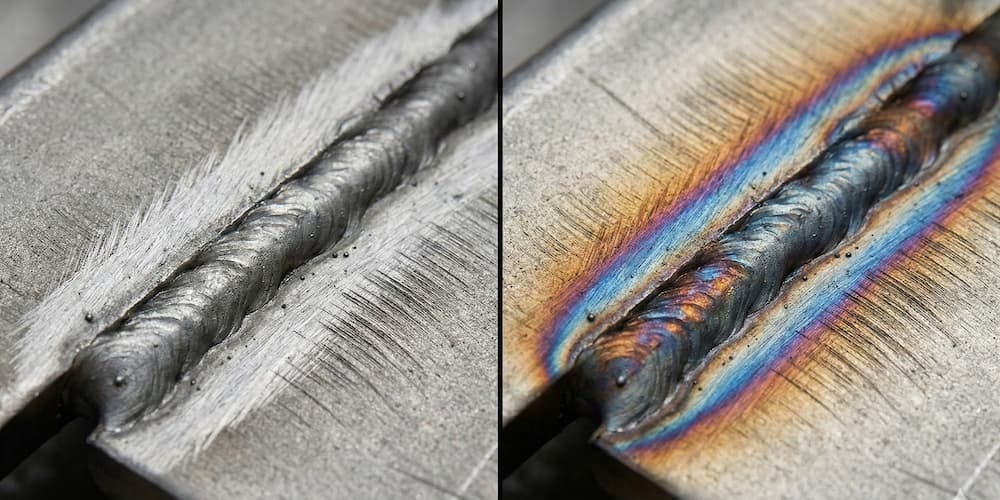
 Prima
Dopo
Prima
DopoPulizia laser metalli: prima e dopo
Scegli un esempio qui sotto. Trascina ogni cursore per vedere come la pulizia laser dei metalli rimuove ruggine, olio e depositi industriali senza modificare la geometria del componente.
Cos'è la pulizia laser dei metalli
e in cosa si differenzia?
La pulizia laser dei metalli indica la pulizia di acciaio, acciaio inox, alluminio e altri metalli con un laser a fibra pulsato. Impulsi di luce brevi e ad alta energia vengono diretti sulla superficie. Tutto ciò che disturba in superficie, cioè sporco, olio, vernice, ossido o calamina, assorbe l'energia ed evapora. Il metallo di base riflette in gran parte la stessa lunghezza d'onda e resta freddo.
Il termine internazionale laser metal cleaning descrive lo stesso principio. In pratica significa: niente aria compressa, niente abrasivi, niente decapaggio. Le particelle asportate vengono raccolte direttamente nel punto di lavorazione da un'aspirazione con filtro HEPA, mentre il materiale resta preciso in misura e geometria.
A differenza dei metodi meccanici o chimici, la pulizia laser dei metalli è selettiva: energia dell'impulso, frequenza e avanzamento vengono adattati al materiale e allo spessore dello strato. Così si possono trattare anche filetti, cordoni di saldatura, nervature e componenti con tolleranze strette, senza alterare la geometria.
Rimosso strato per strato,
il metallo di base resta intatto.
Impulso 1 colpisce lo sporco. Olio, grasso, distaccanti e residui organici assorbono la luce e vaporizzano all'istante. Su una superficie in acciaio inox, il materiale di base resta molto più freddo del dorso della mano.
Impulso 2 attraversa ossidi e calamina. Calamina di laminazione, colori di rinvenimento dopo saldatura, prodotti di corrosione: tutto ciò che ha un coefficiente di assorbimento diverso dal metallo base viene rimosso selettivamente.
Impulso 3 raggiunge lo strato passivo o il metallo nudo. Il rapporto si inverte: il materiale riflette la luce laser, la pulizia si ferma da sola. Sull'acciaio inox, lo strato protettivo di ossido di cromo resta intatto o si rigenera all'aria.
- Lunghezza d'onda
- 1064 nm (vicino infrarosso)
- Durata impulso
- 100 - 240 ns
- Frequenza
- 20 - 2000 kHz
- Larghezza traccia
- 20 - 100 mm scansionabili
Confronto: laser, sabbiatura,
decapaggio chimico o molatura
| Criterio |
Laser
Fibra pulsata |
Sabbiatura
Abrasivo |
Decapaggio chimico
Bagno acido |
Molatura
Meccanica |
|---|---|---|---|---|
Asportazione di materiale | Nessuna asportazione assorbe solo l'ossido | Erosione superficie irruvidita | Rischio con tempi eccessivi | Solchi tracce visibili |
Abrasivo / prodotti chimici | Nessuno a secco, senza contatto | Alto consumo corindone, microsfere di vetro | Acidi pasta decapante, vapori | Dischi tamponi, abrasivi |
Rifiuti / smaltimento | Minimo polvere del filtro HEPA | Alto granulato contaminato | Rifiuti speciali fanghi, acque di lavaggio | Moderato trucioli, polveri fini |
Precisione sulla geometria | Molto alta cordone, filetto, nervatura | Bassa serve mascheratura | Su tutta la superficie bagno a immersione, intero | Manuale dipende dall'operatore |
Lamiere sottili / alluminio | Adatto nessuna deformazione | Deformazione tensioni nella lamiera | Attenzione rischio di infragilimento | Deformata solchi visibili |
Mobile, senza smontaggio | Sì in loco nel capannone | Limitato serve una cabina | No bagno a immersione in officina | Sì attrezzo manuale |
Riproducibilità | Parametrizzata documentabile | Operatore dipende dalla mano | Lotto dipende dal bagno | Operatore dipende dalla mano |
Pronto per il rivestimento | Subito nessun lavaggio necessario | Dopo la pulizia rimuovere l'abrasivo | Dopo l'asciugatura lavare, neutralizzare | Rilavorazione sbavare, pulire |
Laser Consigliato
Fibra pulsata · mobileSabbiatura
AbrasivoDecapaggio chimico
Bagno acidoMolatura
MeccanicaMetalli idonei alla
pulizia laser
| Materiale | Idoneità | Applicazione tipica |
|---|---|---|
| Acciaio inox 1.4301 · 1.4404 · 1.4571 | molto buona | Colori di rinvenimento dopo saldatura, pellicole lubrificanti, corrosione leggera. Lo strato passivo resta intatto. |
| Acciaio da costruzione e strutturale S235JR · S355 · Corten | molto buona | Ruggine, calamina dopo laminazione, vecchi rivestimenti. Travi, profili, serbatoi, telai di macchine. |
| Alluminio EN AW-5754 · 6060 · 7075 | buona | Strato anodizzato, distaccanti, ossidi prima della saldatura. Parametri leggermente più conservativi per l'alta riflettività. |
| Ghisa EN-GJL · EN-GJS | molto buona | Crosta da combustione, distaccanti e vernice su blocchi motore, corpi di pompe, vecchie parti di macchina. |
| Rame e ottone CW004A · CuZn37 | buona | Patina conservata o rimossa secondo la vostra scelta. Riflettività molto alta, test in un punto discreto consigliato. |
Pulizia laser Acciaio inox
L'acciaio inox porta un sottile strato di ossido di cromo autorigenerante, che lo rende resistente alla ruggine. Saldatura, molatura o decapaggio possono distruggere localmente questo strato passivo. Il laser pulsato rimuove colori di rinvenimento, particelle di saldatura e ossidi in modo delicato e lascia intatto lo strato passivo. La superficie si rigenera all'aria, senza che sia necessaria una ripassivazione chimica.
Puliamo 1.4301, 1.4404 e 1.4571 nelle comuni esecuzioni standard svizzere. Gli incarichi tipici provengono dalla produzione alimentare e farmaceutica, dalla costruzione di impianti, dalla fabbricazione di serbatoi e dalla carpenteria metallica architettonica. La lavorazione è a secco, non lascia residui di abrasivo ed è compatibile con i requisiti igienici degli ambienti EHEDG.
Il termine internazionale laser cleaning stainless steel descrive lo stesso procedimento. I clienti di lingua inglese lo trovano anche come laser metal cleaning.
- Colori di rinvenimento e ossidi di saldatura dopo saldatura TIG o MIG
- Lubrificanti e distaccanti su impianti alimentari e farmaceutici
- Leggera ruggine superficiale su saldature e bordi di taglio
- Preparazione per giunzioni incollate e verniciate
Pulizia laser Alluminio
L'alluminio riflette fortemente la luce laser, perciò usiamo energia dell'impulso adattata e tempo di permanenza più breve. Il procedimento rimuove strati di ossido prima della saldatura, distaccanti dal processo di estrusione, residui di vernice e rivestimenti anodizzati, senza deformare o opacizzare la superficie.
Lavoriamo profili estrusi, lamiere e pezzi fresati in EN AW-5754, 6060, 6082 e 7075. Nella costruzione di veicoli e nella subfornitura aerospaziale, la pulizia preliminare prima della saldatura è decisiva per il cordone e la resistenza. Con il laser a fibra pulsato il cordone è pulito in modo riproducibile, il processo è documentabile e senza solventi.
Noto in inglese come laser cleaning aluminum. Per lamiere molto sottili sotto 0.5 mm, eseguiamo una pulizia di prova prima dell'intervento e forniamo il risultato per iscritto.
- Strato di ossido appena prima della saldatura TIG o MIG
- Distaccanti e lubrificanti dopo l'estrusione
- Strati anodizzati o vernice a polvere rimossi puntualmente
- Preparazione di superfici incollate in costruzione veicoli e carrozzeria
Pulire i pezzi metallici
con il laser a fibra pulsato
-
01Pulizia del cordone di saldatura Rimuovere colori di rinvenimento, perle e schizzi di saldatura su cordoni in acciaio inox e in acciaio, senza toccare il cordone.
-
02Prima della saldatura L'alluminio si ossida in poche ore. Il laser rimuove lo strato di ossido appena prima del cordone, senza solventi.
-
03Costruzione di utensili e stampi Sbavare e decarburare stampi a iniezione e a pressofusione, senza alterare la cavità.
-
04Preparazione all'incollaggio Superfici definite, prive di olio e povere di ossido per incollaggi strutturali nella costruzione di carrozzerie e veicoli su rotaia.
-
05Rimozione di vernice e rivestimenti Rimuovere vernice a polvere e a liquido in modo puntuale o su tutta la superficie, senza indebolire il materiale.
-
06Restauro di pezzi storici Disossidare con cura ferro battuto, getti e vecchie parti di macchina, senza distruggere la patina.
-
07Manutenzione nei capannoni di produzione Pulire nastri trasportatori, attrezzature e parti di impianto in loco, senza smontare la linea.
-
08Cura della patina su bronzo e rame Pulizia selettiva su metalli architettonici e sculture, conservando o riportando la patina in modo consapevole.
-
09Restauro di veicoli Disossidare e sverniciare parti di carrozzeria, telai e componenti del sottocarro, senza abrasivo nelle cavità.
-
10Controllo e accettazione merci Mettere in luce contrassegni di identificazione sporchi, rendere visibili numeri di serie e punzonature di saldatura.
Pulizia laser metalli
mobile in loco
La pulizia laser mobile dei metalli è interessante per voi quando smontaggio, trasporto o fermo macchina costano più di un intervento in loco. Lavoriamo direttamente sul componente, nel capannone, in cantiere o all'aperto. Laser a fibra pulsato, comando e aspirazione sono un'unità compatta che mettiamo in funzione entro 30 minuti.
L'area di intervento copre tutti i 26 cantoni, dal Lago di Costanza al Vallese. Il preavviso usuale è tra due e sette giorni lavorativi dalla conferma. Per l'impianto serve, secondo la potenza, un allacciamento 230 V Schuko o 400 V CEE 16 A.
Maggiori informazioni sul servizio generale le trovate alla pagina Pulizia laser industriale. Se si tratta specificamente di ruggine, leggete anche Rimozione ruggine laser nel dettaglio. E tutto sul calcolo lo trovate alla pagina Prezzi e costi.
Sicurezza, SUVA
e protezione sul lavoro
Laser Classe 4
I laser a fibra pulsati industriali sono di Classe 4 secondo EN 60825-1. Le misure di protezione sono obbligatorie, anche per un impiego breve.
OD 7+ a 1064 nm
Noi e tutte le persone nella zona laser indossiamo occhiali con OD 7 o superiore per la lunghezza d'onda del laser.
EKAS 6508 / SUVA
L'applicazione segue la direttiva CFSL 6508, la pratica SUVA e i requisiti DGUV 11 per gli interventi transfrontalieri.
HEPA EN 1822
Un'aspirazione con filtro H13/H14 secondo EN 1822 raccoglie le particelle al punto di lavorazione. Niente nuvola di polvere, niente dispersione.
Zona laser delimitata
Barriere visive, segnali di avvertimento, controllo dell'accesso. La zona viene definita prima dell'inizio dei lavori e smontata a fine giornata.
Responsabili sicurezza laser
I nostri operatori sono formati come responsabili sicurezza laser e certificati sugli impianti usati.
Lavori a caldo
Per i lavori in prossimità di materiali infiammabili, coordiniamo con il committente il permesso per lavori a caldo.
Protocollo su richiesta
Su richiesta ricevete un protocollo di pulizia con parametri, foto dei pezzi e conferma delle misure di protezione.
Domande frequenti sulla
pulizia laser dei metalli
Pronti per una superficie metallica
pulita e passiva?
Inviateci da una a tre foto del vostro pezzo. Rispondiamo entro 24 ore con un'offerta concreta, gratuita e senza impegno.