Nettoyage laser métal
en Suisse.
Nettoyer des pièces métalliques au laser à fibre pulsé : inox, aluminium, acier de construction et acier à outils, sans contact, à sec, sans abrasif et sans produits chimiques. Nous venons chez vous, à l'atelier, dans la halle ou sur le chantier. Le laser n'enlève que la salissure, l'oxyde et la calamine, le matériau conserve sa géométrie et sa qualité de surface.
- Mobile dans toute la Suisse
- Réponse sous 24 h
- Conforme SUVA, sans chimie

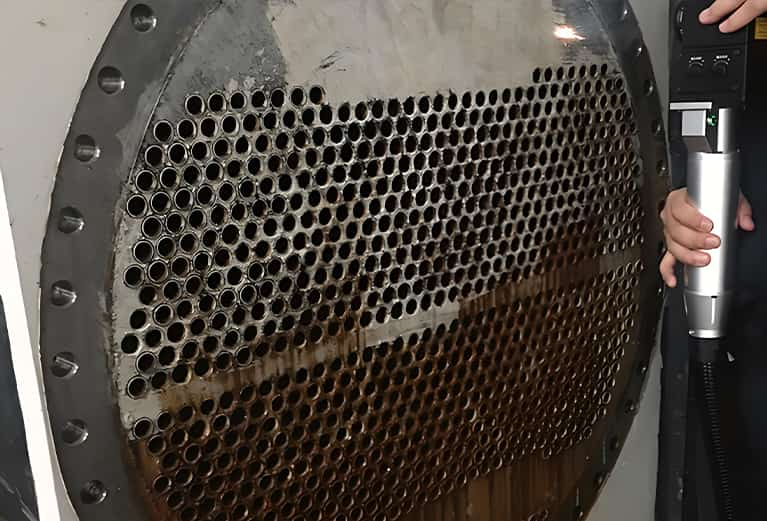
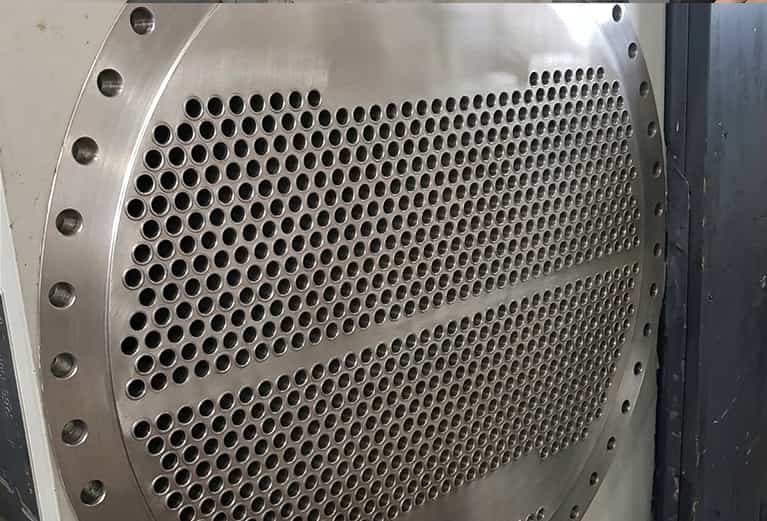
 Avant
Après
Avant
Après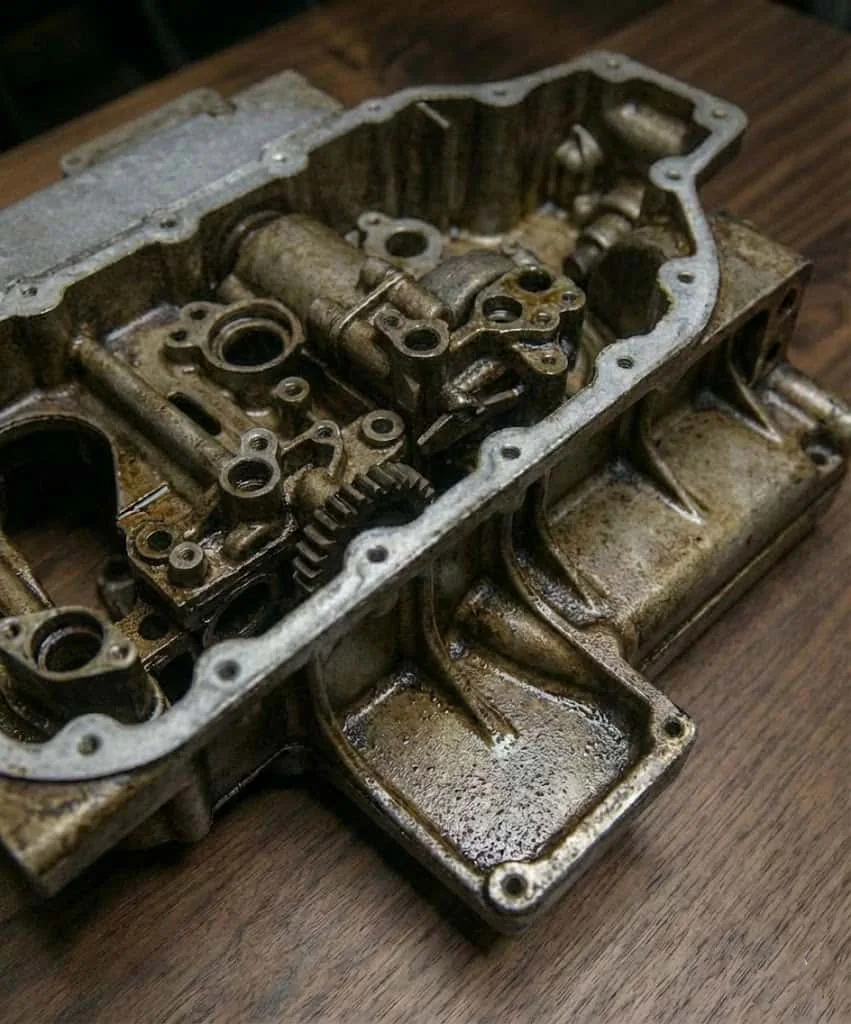
 Avant
Après
Avant
Après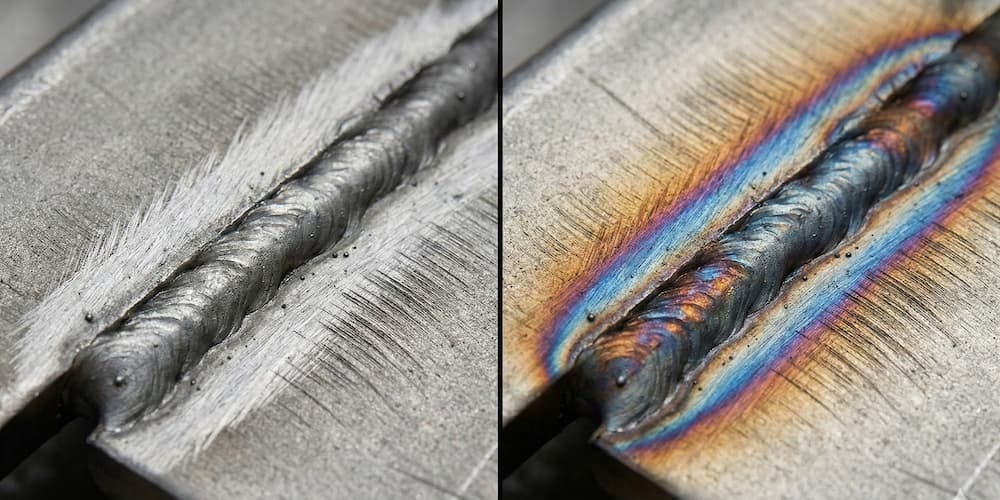
 Avant
Après
Avant
AprèsNettoyage laser métal : avant et après
Choisissez un exemple ci-dessous. Faites glisser chaque curseur pour voir comment le nettoyage laser du métal élimine la rouille, l'huile et les dépôts industriels sans modifier la géométrie de la pièce.
Qu'est-ce que le nettoyage laser du métal
et en quoi est-ce différent ?
Le nettoyage laser du métal désigne le nettoyage de l'acier, de l'inox, de l'aluminium et d'autres métaux au moyen d'un laser à fibre pulsé. De courtes impulsions de lumière à haute énergie sont dirigées sur la surface. Tout ce qui gêne à la surface, à savoir la salissure, l'huile, la peinture, l'oxyde ou la calamine, absorbe l'énergie et se vaporise. Le métal de base réfléchit en grande partie cette même longueur d'onde et reste froid.
Le terme international laser metal cleaning décrit le même principe. En pratique, cela signifie : pas d'air comprimé, pas d'abrasif, pas de décapant. Les particules enlevées sont captées directement au point de traitement par une aspiration équipée d'un filtre HEPA, et le matériau conserve ses cotes et sa géométrie.
Contrairement aux méthodes mécaniques ou chimiques, le nettoyage laser du métal est sélectif : l'énergie d'impulsion, la fréquence et l'avance sont ajustées au matériau et à l'épaisseur de la couche. On peut ainsi traiter aussi des filetages, des cordons de soudure, des moulures et des pièces à tolérances serrées, sans modifier la géométrie.
Enlevé couche par couche,
le métal de base reste intact.
Impulsion 1 atteint la salissure. Huile, graisse, agents de démoulage et résidus organiques absorbent la lumière et se vaporisent immédiatement. Sur une surface inox, le matériau de base reste bien plus froid que la peau de la main.
Impulsion 2 traverse les oxydes et la calamine. Calamine de laminage, couleurs de revenu après soudage, produits de corrosion : tout ce qui présente un coefficient d'absorption différent du métal de base est enlevé sélectivement.
Impulsion 3 atteint la couche passive ou le métal nu. Le rapport s'inverse : le matériau réfléchit la lumière laser, le nettoyage s'arrête de lui-même. Sur l'inox, la couche d'oxyde de chrome protectrice reste intacte ou se régénère à l'air.
- Longueur d'onde
- 1064 nm (proche infrarouge)
- Durée d'impulsion
- 100 - 240 ns
- Fréquence
- 20 - 2000 kHz
- Largeur de balayage
- 20 - 100 mm balayables
Comparaison : laser, sablage,
décapage chimique ou meulage
| Critère |
Laser
Fibre pulsée |
Sablage
Abrasif |
Décapage chimique
Bain d'acide |
Meulage
Mécanique |
|---|---|---|---|---|
Enlèvement de matière | Aucun enlèvement seul l'oxyde absorbe | Érosion surface dépolie | Risque en cas de surexposition | Rayures traces visibles |
Abrasif / chimie | Aucun à sec, sans contact | Forte consommation corindon, billes de verre | Acides pâte de décapage, vapeurs | Disques non-tissés, abrasifs |
Déchets / élimination | Minimaux poussière de filtre HEPA | Élevés granulat contaminé | Déchets spéciaux boue, eau de rinçage | Modérés copeaux, poussières fines |
Précision sur la géométrie | Très élevée cordon, filetage, moulure | Faible masquage nécessaire | Surfacique bain par immersion, entier | Manuel dépend de l'opérateur |
Tôles minces / alu | Adapté aucune déformation | Déformation tensions dans la tôle | Prudence risque de fragilisation | Déformé rayures visibles |
Mobile, sans démontage | Oui sur site, dans la halle | Limité cabine nécessaire | Non bain d'immersion en atelier | Oui appareil portatif |
Reproductibilité | Paramétrée documentable | Opérateur dépend de la main | Lot dépend du bain | Opérateur dépend de la main |
Prêt pour le revêtement | Immédiatement aucun rinçage nécessaire | Après nettoyage enlever l'abrasif | Après séchage rincer, neutraliser | Reprise ébavurer, nettoyer |
Laser Recommandé
Fibre pulsée · mobileSablage
AbrasifDécapage chimique
Bain d'acideMeulage
MécaniqueMétaux adaptés au
nettoyage laser
| Matériau | Aptitude | Application typique |
|---|---|---|
| Inox 1.4301 · 1.4404 · 1.4571 | très bonne | Couleurs de revenu après soudage, films lubrifiants, corrosion légère. La couche passive reste intacte. |
| Acier de construction et de charpente S235JR · S355 · Corten | très bonne | Rouille, calamine de laminage, anciens revêtements. Poutrelles, profilés, cuves, châssis de machines. |
| Aluminium EN AW-5754 · 6060 · 7075 | bonne | Couche anodisée, agents de démoulage, oxydes avant soudage. Paramétrage un peu plus conservateur en raison de la réflectivité élevée. |
| Fonte EN-GJL · EN-GJS | très bonne | Croûte de combustion, agents de démoulage et peinture sur blocs-moteurs, corps de pompes, vieilles pièces de machine. |
| Cuivre et laiton CW004A · CuZn37 | bonne | Patine conservée ou enlevée selon votre choix. Réflectivité très élevée, test à un endroit discret recommandé. |
Nettoyage laser inox
L'inox porte une fine couche d'oxyde de chrome, autocicatrisante, qui le rend résistant à la rouille. Le soudage, le meulage ou le décapage peuvent détruire localement cette couche passive. Le laser pulsé enlève les couleurs de revenu, les projections de soudage et les oxydes en douceur, et laisse la couche passive intacte. La surface se régénère à l'air, sans qu'une repassivation chimique soit nécessaire.
Nous nettoyons l'1.4301, l'1.4404 et l'1.4571 dans les exécutions standard courantes en Suisse. Les commandes typiques proviennent de la production agroalimentaire et pharmaceutique, de la construction d'installations, de la fabrication de cuves et de la construction métallique d'architecture. Le traitement est sec, ne laisse aucun résidu d'abrasif et est compatible avec les exigences d'hygiène des environnements EHEDG.
Le terme international laser cleaning stainless steel décrit le même procédé. Les clients anglophones trouvent le procédé sous laser metal cleaning.
- Couleurs de revenu et oxydes de soudage après soudage TIG ou MIG
- Lubrifiants et agents de démoulage sur installations agroalimentaires et pharmaceutiques
- Légère rouille superficielle sur soudures et bords de coupe
- Préparation pour collage et raccords peints
Nettoyage laser aluminium
L'aluminium réfléchit fortement la lumière laser, c'est pourquoi nous utilisons une énergie d'impulsion adaptée et un temps de séjour plus court. Le procédé enlève les couches d'oxyde avant soudage, les agents de démoulage du procédé d'extrusion, les résidus de peinture et les revêtements anodisés, sans déformer ni ternir la surface.
Nous traitons les profilés extrudés, les tôles et les pièces usinées en EN AW-5754, 6060, 6082 et 7075. Dans la construction de véhicules et la sous-traitance aérospatiale, le nettoyage préalable avant soudage est déterminant pour le cordon et la résistance. Avec le laser à fibre pulsé, le cordon est reproductible et propre, l'opération documentable et sans solvant.
Connu en anglais sous laser cleaning aluminum. Pour les tôles très minces sous 0.5 mm, nous réalisons un essai de nettoyage avant intervention et remettons le résultat par écrit.
- Couche d'oxyde juste avant le soudage TIG ou MIG
- Agents de démoulage et lubrifiants après extrusion
- Couches anodisées ou peinture poudre enlevées par endroits
- Préparation des surfaces de collage en construction véhicule et carrosserie
Nettoyer les pièces métalliques
au laser à fibre pulsé
-
01Nettoyage de cordons de soudure Enlever les couleurs de revenu, les billes et les projections de soudage sur les cordons en inox et en acier, sans toucher au cordon lui-même.
-
02Avant le soudage L'aluminium s'oxyde en quelques heures. Le laser enlève la couche d'oxyde juste avant le cordon, sans solvant.
-
03Outillage et construction de moules Ébavurer et décalaminer les moules d'injection et de coulée sous pression, sans modifier la cavité.
-
04Préparation au collage Surfaces définies, exemptes d'huile et pauvres en oxyde pour les collages structurels en carrosserie et en construction de véhicules ferroviaires.
-
05Enlèvement de peinture et de revêtements Enlever la peinture poudre et liquide par endroits ou sur toute la surface, sans affaiblir le matériau.
-
06Restauration de pièces historiques Dérouiller avec précaution le fer forgé, les pièces de fonderie et les vieilles pièces de machine, sans détruire la patine.
-
07Maintenance en halle de production Nettoyer les bandes transporteuses, les montages et les éléments d'installation sur place, sans démonter la ligne.
-
08Entretien de la patine, bronze et cuivre Nettoyage sélectif sur métal d'architecture et sculptures, patine volontairement conservée ou ramenée.
-
09Restauration de véhicules Dérouiller et décaper les éléments de carrosserie, les cadres et les composants de châssis, sans abrasif dans les cavités.
-
10Contrôle et réception de marchandises Dégager les marquages d'identification encrassés, rendre visibles les numéros de série et les poinçons de soudage.
Nettoyage laser métal
mobile sur site
Le nettoyage laser métal mobile devient intéressant pour vous lorsque le démontage, le transport ou l'arrêt de production coûtent plus cher qu'une intervention sur site. Nous travaillons directement sur la pièce, dans la halle de l'entreprise, sur le chantier ou en extérieur. Laser à fibre pulsé, commande et aspiration forment une unité compacte que nous installons en 30 minutes, prête à l'emploi.
Le rayon d'intervention couvre les 26 cantons, du lac de Constance au Valais. Le délai usuel se situe entre deux et sept jours ouvrés à compter de la confirmation. Pour l'installation, nous avons besoin selon la puissance d'un raccordement 230 V Schuko ou 400 V CEE 16 A.
Vous trouverez davantage d'informations sur le service général sous Nettoyage laser industriel. Si votre besoin concerne spécifiquement la rouille, lisez aussi Nettoyage laser de la rouille en détail. Et pour tout ce qui touche au calcul, rendez-vous sur Prix et coûts.
Sécurité, SUVA
et protection au travail
Laser Classe 4
Les lasers à fibre pulsés industriels sont de classe 4 selon EN 60825-1. Les mesures de protection sont obligatoires, même pour une intervention courte.
OD 7+ à 1064 nm
Nous et toutes les personnes dans la zone laser portons des lunettes OD 7 ou plus pour la longueur d'onde du laser.
EKAS 6508 / SUVA
L'application suit la directive CFST 6508, la pratique SUVA et les exigences DGUV 11 pour les interventions transfrontalières.
HEPA EN 1822
Une aspiration avec filtre H13/H14 selon EN 1822 récupère les particules au point de traitement. Aucun nuage de poussière, aucune dispersion.
Zone laser délimitée
Barrières visuelles, panneaux d'avertissement, contrôle d'accès. La zone est définie avant le début des travaux et démontée en fin de journée.
Responsables sécurité laser
Nos opérateurs sont formés comme responsables sécurité laser et certifiés sur les équipements utilisés.
Travaux à chaud
Pour les travaux à proximité de matières inflammables, nous coordonnons avec le donneur d'ordre le permis de travaux à chaud.
Protocole sur demande
Sur demande, vous recevez un protocole de nettoyage avec paramètres, photos des pièces et confirmation des mesures de protection.
Questions fréquentes sur
le nettoyage laser du métal
Prêt pour une surface métallique
propre et passive ?
Envoyez-nous une à trois photos de votre pièce. Nous répondons sous 24 heures avec un devis concret, gratuit et sans engagement.